

Las almazaras apuran las últimas semanas de producción de aceite de oliva con el precio de la electricidad en máximos históricos.
Por tanto, es un buen momento para evaluar las opciones de ahorro y mejora en la eficiencia energéticas en este tipo de instalaciones y reducir la factura energética en próximas temporadas.
Índice de contenidos
El sector en cifras
Según asociación del sector Asoliva, en España hay unas 1.740 almazaras industriales activas y que facturan unos 4.500 millones de euros.
Más del 80% del sector se concentran en las 10 principales empresas del sector, por lo que existe un alto número de almazaras pequeñas (producción inferior a 100 toneladas) con limitados recursos económicos a la hora de afrontar sus inversiones o mejoras en el proceso extractivo.
Balance energético en almazaras
Es necesario conocer la caracterización del proceso según su consumo energético. Se acompaña un diagrama del proceso clásico para la producción de aceite en donde se distinguen las siguientes etapas:
- Alimentación por tolva
- Lavado
- Molienda
- Batido
- Decantación
- Centrifugado
- Almacenamiento
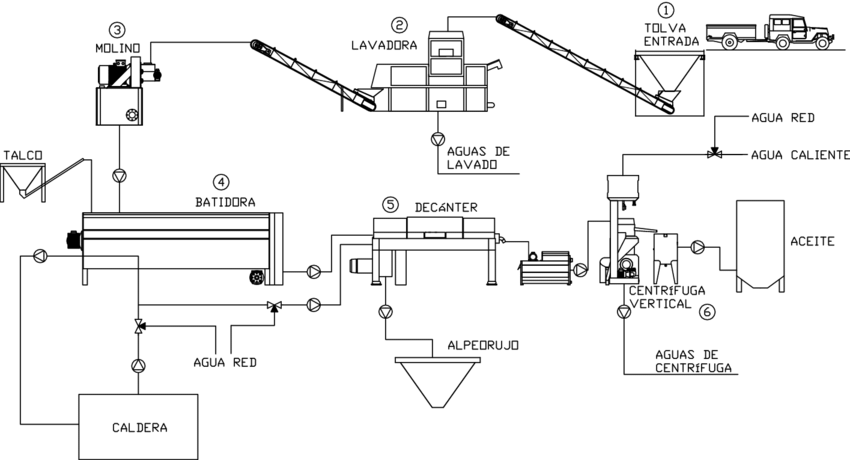
Fte: ResearchGate
Como norma general, por cada kilo de aceituna recogida, se obtienen unos 6 litros de aceite de oliva virgen. El alpedrujo (o orujillo) es un subproducto que se puede aprovechar para un posterior refino; compostaje o como biomasa por su alto poder calorífico (4,4 kWh/kg hueso). Por otra parte, el talco es el único ingrediente aceptado para reducir la humedad en el batido durante el batido y preparación de la pasta.
La temporada de producción de aceite se concentra en los meses de diciembre a marzo, en el caso de que se desee optimizar la producción. Aquéllas almazaras que se diferencian por la calidad del aceite, suelen adelantar la producción a noviembre para evitar las heladas, en detrimento de una menor producción.
El gasto energético de una almazara se divide por igual entre electricidad y demanda térmica, siendo el peso de la segunda mayor en pequeñas almazaras. Los equipos con mayor consumo eléctrico se asocian con la molienda (20%) y, especialmente, en el centrifugado (40%). Por su parte, en el batido (80%) concentra la mayor demanda térmica, seguido del almacenamiento y conservación.
En términos generales, una almazara de tamaño medio tiene un consumo eléctrico de unos 180 kWh/t de aceite de oliva, y su demanda térmica la cubren con biomasa.
El proceso de batido es fundamental. Aquí es determinante el control de la temperatura (< 26 ºC en extracción en frío), la humedad de la pasta y ajustar la duración del proceso necesaria para lograr un óptimo entre el rendimiento de la extracción y el consumo. La extracción a menor temperatura redunda en una mayor calidad del aceite. El rendimiento en la extracción de aceite aumenta con el tiempo de homogenización en el batido.
Clasificación según sistema de extracción
En función de tipo de técnica empleada para la obtención y centrifugado, se distinguen el método tradicional, continua de tres fases y continua de dos fases. Esto condiciona la demanda de agua empleada en el proceso, y en definitiva el consumo energético en el proceso (calentamiento y bombeo).
Un 75% de las almazaras están modernizadas y equipadas con el proceso de decánteres de dos fases, lo que ha permitido aumentar la calidad del aceite y reducir el volumen de las aguas residuales (alpechines).
Medidas de Ahorro Energético
Se acompaña una lista de MAE recomendadas, de aplicación en las almazaras, dependiendo de su situación actual:
- Ajuste y optimización de las potencias contratadas en función del análisis de carga según periodos de discriminación horaria. Este punto es importante pues al tratarse de empresas estacionales, tienen grandes diferencias de consumos entre los meses de trabajo y los de parada.
- Instalación de baterías de condensadores para mitigar las penalizaciones por demanda de energía reactiva, en el caso de que aplique.
- Aprovechamiento de los residuos de la aceituna como biomasa para autoconsumo térmico (práctica habitual en las almazaras).
- En el caso de que no se cubra demanda térmica, valorar la instalación de colectores solares para el abastecimiento de ACS necesaria en el termobatido y otras partes del proceso.
- Automatización del proceso (reducción de hasta un 25% del consumo), incluyendo la regulación electrónica en motores con variadores de velocidad y la regulación de temperatura del agua en el batido.
- Sustitución de motores eléctricos por unos de alta eficiencia, especialmente en cintas transportadoras, molturación y bombeo.
- Retrofit de calderas en el caso de almazaras con alta producción.
- Mejoras en el tratamiento del aire y recuperación de calor en los compresores de aire.
- Mejora del sistema de iluminación, sustitución de lámparas por otras LED para uso industrial.
- Autoconsumo fotovoltaico para reducir la demanda eléctrica de la planta.